联系我们
联系我们
箱式调质叉车式生产线返回列表
产品简介:•概 述 该线由上料台、大型箱式加热炉、轨道叉车式料车、坑式淬火槽、箱式高温回火炉、风冷台、计算机中央控制系统等组成。取消了为承载工件而反复无效加热冷却的料盘,故节能效果十分显著,是用于风电行业大型大批量铸锻件的预先热处理的先进装备。 •特 点- 自动化…


•概 述
该线由上料台、大型箱式加热炉、轨道叉车式料车、坑式淬火槽、箱式高温回火炉、风冷台、计算机中央控制系统等组成。取消了为承载工件而反复无效加热冷却的料盘,故节能效果十分显著,是用于风电行业大型大批量铸锻件的预先热处理的先进装备。

•特 点
- 自动化程度高,大大改善工人的劳动条件。淬火槽中特别布置了多台潜水泵,可调节淬火液的流动方向。液压系统可实现工件的快速下降以及到位缓冲停止,满足大型厚重工件的淬硬和变形要求。
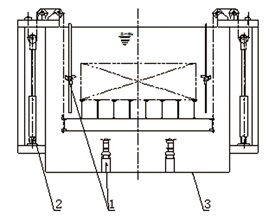
淬火槽结构示意图
|
|
1. 液下搅拌器 2. 液压升降系统 3. 槽体 |
|
- 高效空气自身预热式燃气烧嘴,利用烟气,通过内置换热器预热助燃空气。换热器采用最佳形状设计,可获得极高的换热效率,加热效率达到80%。炉内明火加热时,专门设计的烟气引射器确保烟气100%从烧嘴排出,并保证最低的NOx排放量。 |
|
|
|
|
|
|
- 计算机中央控制系统由上位机、主控PLC、外电路控制系统和触摸式操作面板MP377组成一套完整的集散式控制模式,从而确保生产线可靠的控制性。主控PLC与各单体设备ET-200M和主控仪表进行通迅,控制和协调各设备的工作。上位机与主控PLC进行通讯。用户通过上位机和MP377可以查询整个生产线的各种工艺参数;通过PC机和MP377显示画面,操作人员便可总览全部设备的运行状态。 |



 在线咨询
在线咨询 分享
分享